| Table of Contents |
|---|
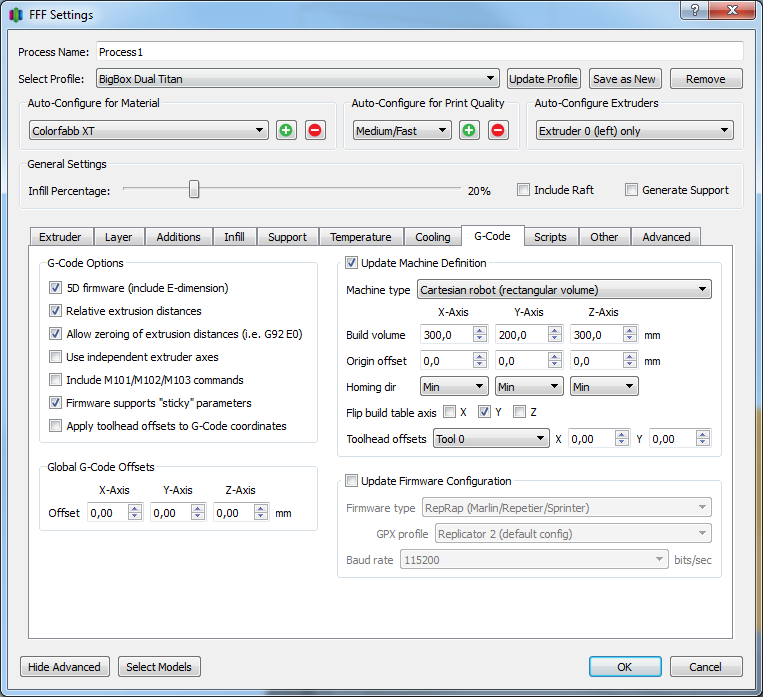
5D firmware (include E-Dimensions)
5D firmware means that your printer supports X,Y,Z,Speed and Extrusion amounts. Almost every printer currently on the market does, so this should remain checked for 99% of printers.
Relative Extrusion Distances
The options for G-Code creation are absolute or relative extrusion distances. For relative extrusion distances, each line would have an E-value that only applies for that line, whereas for absolute extrusion distances the E-values stack up.
Relative Extrusion:
G1 X## Y## E2.5
G1 X## Y## E2.5
G1 X## Y## E2.5
G1 X## Y## E2.5
Absolute Extrusion:
G1 X## Y## E2.5
G1 X## Y## E5
G1 X## Y## E7.5
G1 X## Y## E10
Allow zeroing of extrusion distances (i.e. G92 E0)
When using Absolute extrusion mode, the printer keeps a running virtual position of the extruder. Using the command G92 E0 can reset this virtual position to zero, this command is in most the starting scripts for RepRap machines prior to and after priming. Certain printers have firmware compatibility issues with this command and certain printers (relative extrusion machines) don't need G92 E0 commands, so this command will vary from printer to printer.
Use independent extruder axes
Certain firmwares (MakerBot/Sailfish) will track the extrusion rates of printers individually, whereas RepRap printers will use a single running tally (not independent) for extrusion rates.
Include M101/M102/M103 Commands
The tool-tip states that these are legacy commands and not used by modern printers. In looking up these commands this was what I found they used to do (incase your interested):
M101 Extruder on, fwd
M102 Extruder on, reverse
M103 Extruder off
Firmware supports "sticky" parameters
Sticky commands is a great way of preventing much larger G-code files. The way to think of "sticky" commands is something won't change unless it's told to change.
If sticky commands were not supported, changing the X value and extruding
G1 X10 Y10 E1 F100;
G1 X20 Y10 E2 F100;
G1 X30 Y10 E3 F100;
G1 X40 Y10 E4 F100;
With Sticky Commands:
G1 X10 Y10 E1 F100;
G1 X20 E2;
G1 X30 E3;
G1 X40 E4;
G-Code Offsets
If your prints are off-centered or too high off your build-plate the G-Code offsets are a great way to fix that. For instance, if your prints are 2 mm too high off your build plate, apply -2 mm in the Z-axis. If your prints are 10 mm to the right, place -10 mm in the X-axis. You will see these shifts in the G-Code previewer, but since these offsets are what works for your machine then that shouldn't be an issue!
Update Machine Definition using settings below
There are two ways to set the Machine Definition in Simplify3D. Under Tools-->Options (Windows) or Simplify3D--->Preferences (Mac) and under the FFF Settings window. If you set the Machine Definition under the Options window and then find that it's being overwritten everytime you click on your process, that would mean that this option is enabled and overwriting your build volume with different values.
Build Volume
This is pretty straight forward, the only time that it gets a bit tricky is with Delta style printers. For a delta printer, take your diameter and multiply it by .707 (Since Simpliy3D measures the largest square that will fit in your build-plate), you will still get to use your entire build volume when printing, it just uses a different number when setting the build volume.
Origin Offset
If your origin is at the bottom left of your printer (RepRap), it would be 0,0,0. If your origin is in the center of your machine (MakerBot/Sailfish and Delta printers) you take your build volume # and divide by two to place the origin in the center of your build plate.
Homing Dir
This setting doesn't change the print instructions, but just changes the G-Code previewer. You can set where your homing endstops are relative to your axis that way when Simplify3D has a G28 command (home all axis) it will know where the extruder gantry is.
Flip Build Axis
This is for the build area in Simplify3D, generally can leave this as default. If you need to flip one of the axis relative to your origin for your printers configurations you can do so from here.