One of the best features in Simplify3D is the support material. The option of where to put it, in addition to how easily it breaks off makes it a key feature.
https://www.simplify3d.com/support/tutorials/adding-and-modifying-support-structures/
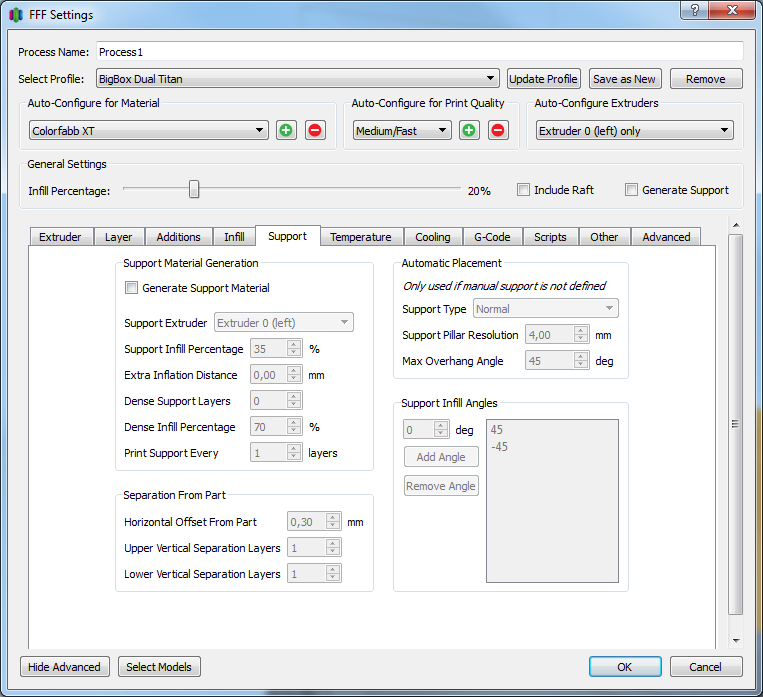
Support Material Generation
Support Extruder
Which extruder your support material will be printed with.
Support Infill Percentage
The Infill % your support will be printed with. For PLA/ABS anywhere from 20 to 40% usually works really well, I've typically left this on the default value.
Extra Inflation Distance
This will increase the amount of support generated in the X-Y plane.
Dense Support Layers
How many of the layers closest to your part will be filled with the dense infill percentage
Dense Infill Percentage
The infill percentage for the top layers closest to your part. If you use PVA/HIPS filament, this feature is definitely a must-have, so you can print the bulk of your support at 20-30% support, then bump it up to 60-100% for the layers that will have contact with your part.
Print Support Every __ Layers
Similar to spare infill, sparse support means that it will extrude for your support, but only print the support every ___ layers. For instance, if you have .2 mm layer height, and print supported every 2 layers, it will print your support at a .4 mm layer height.
Separation from Part
Horizontal Offset From Part
How far away on the X-Y plane the support will be generated from your part.
Upper Vertical Separation Layers
How far off in the Z-plane the support will be set from your part. Generally you can keep this set to 1, unless you're using HIPS/PVA, you may want to set it to zero.
Lower Vertical Separation Layers
http://www.forum.simplify3d.com/viewtopic.php?f=8&t=1973
Automatic Placement
Support Pillar Resolution
The size of the pillars generated. This is default at 4 mm, for smaller parts you'll most likely need to lower this to one or two mm to get the support pillars you want.
Max Overhang Angle
The max overhang angle that will be allowed. I recommend this calibration test piece for figuring out how well your printer works with support generally:
http://www.thingiverse.com/thing:40382
Support Infill Angles