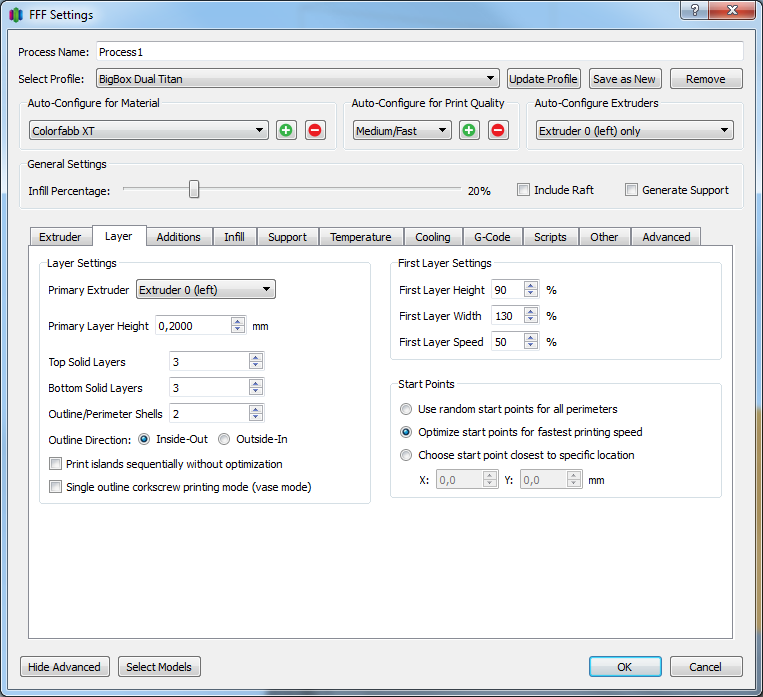
Layer settings
Primary Extruder
Which extruder you'd like to have the Perimeters printed with.
Primary Layer Height
How thick you want each layer to be on the Z-axis. Smaller means finer resolution and better print quality, but also means many more layers you'll have to print, which can dramatically increase print time.
Most profiles use the following:
Fast prints: .3 mm
Medium: .2 mm
High Quality: .1 mm
Top Solid Layers
The number of 100% infill layers that will be placed at the top of your part. If you notice that there's some incomplete filling your top layers, I would recommend raising this value from 3 to 5 and increasing the extrusion multiplier slightly under the Extruder tab if needed.
Bottom Solid Layers
The number of 100% infill layers that will be placed at the bottom of your part.
Outline/Perimeter Shells
Outline shells will trace the outline of your part, and extrude at your extrusion thickness. The printer will print the outline shells, then print Infill afterwards. I traditionally print with 2 Outline Shells.
Outline Direction; Inside-Out
It will print your perimeter shells from the inner shell to the outer most shell. This is very beneficial when printing overhangs, as the print is branching out in the X-Y direction for each layer.
Outline Direction; Outside-In
It will print your perimeter shells from the outer most shell to the inner most shell. This is better for surface quality finish usually. For instance, if printing a cube, this may be the better route.
Print Islands Sequentially without optimization
Lets say you are printing the part below. If you went from pillar to pillar in the most efficient order, you may get to the next layer so quickly there may be issues with heat-build up and the previous layer not being solidified. Therefore, you can turn off optimization, and then it will print the pillars in a random-order therefore helping you prevent from heat-build up.

Single outline corkscrew printing mode (vase mode)
The extruder will print with one outline/perimeter shell and won't make any retracts. This means that it will slowly move up in the Z as it prints, imagine spiraling upwards, instead of printing a static layer, than moving upwards to do another layer. Traditionally with vases the best settings I've found are Zero top solid layers, 3 Bottom Solid Layers, and under the Advanced tab enable "Merge all outlines into a single solid model".
First Layer Settings
(These are applied to where the Bed touches your model. If you have a raft, that means the First Layer Settings will apply to your raft).
First Layer Height
This % will take a % of your Primary Layer Height. If you are printing with a small Primary Layer Height like .1 mm I would recommend a First Layer Height of 250%, to get about a resulting .25 mm first layer height
If your First Layer Height is below 100%, the extrusion amount will remain the same, only the Z-will change, but if you increase above 100%, the extrusion amount will scale accordingly.
First Layer Width
the extrusion width of your first layer, you may find that your first layer sticks better with a thicker extrusion (100%+). I don't have too much experience with this, but I think 125% or 150% would be good starting points.
First Layer Speed
Slows down the First Layer Speed to a percentage of your Default Printing Speed (Other tab)
Start Points
Certain printers find that there are very small voids at the starting points. This can create a seam on the print. Start points can options can help for both controlling where these voids (the seam) goes, but also help for print time.
Use Random Start Points for all perimeters
Randomizes the starting points
Optimize Start points for fastest printing speed
Optimizes starting points by finding the closest location for the next starting point. When generating G-Code you can see the travel moves, traditionally this option really minimizes the amount of red lines that signify travel moves you will see on the G-Code previewer.
Choose start points closest to specific location
This can be useful if you want to line-up your starting points on a certain part of your print, so the seam isn't obvious or is hidden.